It originally referred
to the production of goods to meet customer demand exactly, in time, quality
and quantity, whether the `customer’ is the final purchaser of the product or
another process further along the production line.
It has now come to
mean producing with minimum waste. “Waste” is taken in its most general sense
and includes time and resources as well as materials. Elements of JIT include:
- Continuous improvement.
- Attacking fundamental problems – anything that does
not add value to the product.
- Devising systems to identify problems.
- Striving for simplicity – simpler systems may be
easier to understand, easier to manage and less likely to go wrong.
- A product oriented layout – produces less time spent
moving of materials and parts.
- Quality control at source – each worker is responsible
for the quality of their own output.
- Poka-yoke – `foolproof’ tools, methods, jigs etc.
prevent mistakes
- Preventative maintenance, Total productive maintenance
– ensuring machinery and equipment functions perfectly when it is
required, and continually improving it.
- Eliminating waste. There are seven types of waste:
- waste from overproduction.
- waste of waiting time.
- transportation waste.
- processing waste.
- inventory waste.
- waste of motion.
- waste from product defects.
- Good housekeeping – workplace cleanliness and
organization.
- Set-up time reduction – increases flexibility and
allows smaller batches. Ideal batch size is 1item. Multi-process handling
– a multi-skilled workforce has greater productivity, flexibility and job satisfaction.
- Levelled / mixed production – to smooth the flow of
products through the factory.
- Kanbans – simple tools to `pull’ products and
components through the process.
- Jidoka (Autonomation) – providing machines with the
autonomous capability to use judgement, so workers can do more useful
things than standing watching them work.
- Andon (trouble lights) – to signal problems to initiate
corrective action.


{kind=link}
Background and history
JIT is a Japanese
management philosophy which has been applied in practice since the early 1970s
in many Japanese manufacturing organizations. It was first developed and
perfected within the Toyota manufacturing plants by Taiichi Ohno as a means of
meeting consumer demands with minimum delays . Taiichi Ohno is frequently
referred to as the father of JIT.
Toyota was able to
meet the increasing challenges for survival through an approach that focused on
people, plants and systems. Toyota realized that JIT would only be successful
if every individual within the organization was involved and committed to it,
if the plant and processes were arranged for maximum output and efficiency, and
if quality and production programs were scheduled to meet demands exactly.
JIT manufacturing has
the capacity, when properly adapted to the organization, to strengthen the
organization’s competitiveness in the marketplace substantially by reducing
wastes and improving product quality and efficiency of production.
There are strong cultural
aspects associated with the emergence of JIT in Japan. The Japanese work ethic
involves the following concepts.
- Workers are highly motivated to seek constant
improvement upon that which already exists. Although high standards are
currently being met, there exist even higher standards to achieve.
- Companies focus on group effort which involves the
combining of talents and sharing knowledge, problem-solving skills, ideas
and the achievement of a common goal.
- Work itself takes precedence over leisure. It is not
unusual for a Japanese employee to work 14-hour days.
- Employees tend to remain with one company throughout
the course of their career span. This allows the opportunity for them to
hone their skills and abilities at a constant rate while offering numerous
benefits to the company.
These benefits
manifest themselves in employee loyalty, low turnover costs and fulfillment of
company goals.
Supplies are delivered
right to the production line only when they are needed. For example, a car
manufacturing plant might receive exactly the right number and type of tyres
for one day’s production, and the supplier would be expected to deliver them to
the correct loading bay on the production line within a very narrow time slot.
Advantages of JIT
- Lower stock holding means a reduction in storage space
which saves rent and insurance costs
- As stock is only obtained when it is needed, less
working capital is tied up in stock
- There is less likelihood of stock perishing, becoming
obsolete or out of date
- Avoids the build-up of unsold finished product that can
occur with sudden changes in demand
- Less time is spent on checking and re-working the
product of others as the emphasis is on getting the work right
first time
Disadvantages of JIT
- There is little room for mistakes as minimal stock is
kept for re-working faulty product
- Production is very reliant on suppliers and if stock is
not delivered on time, the whole production schedule can be delayed
- There is no spare finished product available to meet
unexpected orders, because all product is made to meet actual orders –
however, JIT is a very responsive method of production.
” A company cannot
decide to implement JIT; they must earn the right to use JIT by
revising their quality procurement systems.” - John Young,
President of Hewlett-Packard.
Examples…
1.
Toyota the Developer of JIT System
Just-in-time manufacturing system has many advantages, but they
are vulnerable to unexpected disruptions in supply. A production line can
quickly come to a halt if essential parts are unavailable. Toyota, the
developer of JIT, found this out the hard way. One Saturday, a fire at Aisin
seiki Company’s plant in Aichi Prefecture stopped the delivery of all break
parts to Toyota. By Tuesday, Toyota had to close down all of its Japanese
assembly line. By the time the supply of break parts had been restored, Toyota
had lost an estimated $15 billion in sales.
2. PCs Just In Time Management
Del Computer Corporation has finally tuned its Just-in-Time system so that an order for a customized personal computer that comes in over the internet at 9 AM. can be on a delivery truck to the customer by 9 P.M. In addition, Dell’s low cost production system allows it to under price its rivals by 10% to 15%. This combination has made Dell the envy of the personal computer industry and has enabled the company to grow at five times the industry rate. How does the company’s just in time system deliver lower costs? “While machines from Compaq and IBM can languish on dealer shelves for two months Dell does not start ordering components and assembling computers until an order is booked. That may sound like no biggie, but the price ofPC parts can fall rapidly in just a few months. By ordering right before assembly, Dell figures it s parts, on average, are 60 days newer than those in an IBM or Compaq machine sold at the same time. That can translate into a 6% profit advantage in components alone.”
Del Computer Corporation has finally tuned its Just-in-Time system so that an order for a customized personal computer that comes in over the internet at 9 AM. can be on a delivery truck to the customer by 9 P.M. In addition, Dell’s low cost production system allows it to under price its rivals by 10% to 15%. This combination has made Dell the envy of the personal computer industry and has enabled the company to grow at five times the industry rate. How does the company’s just in time system deliver lower costs? “While machines from Compaq and IBM can languish on dealer shelves for two months Dell does not start ordering components and assembling computers until an order is booked. That may sound like no biggie, but the price ofPC parts can fall rapidly in just a few months. By ordering right before assembly, Dell figures it s parts, on average, are 60 days newer than those in an IBM or Compaq machine sold at the same time. That can translate into a 6% profit advantage in components alone.”
3. Slashing Process Time
American Standards uses cell manufacturing to cut inventories and reduce manufacturing time. At its plant, England, it used to take as long as three weeks to manufacture a vacuum pump and another week to process the paper work for an order. Therefore customers had to place orders in advance. “Today Leeds has switched to manufacturing cells that do every thing from lathing to assembly in quick sequence. The result is a break through in speed. Manufacturing a pump now takes six minutes.”
American Standards uses cell manufacturing to cut inventories and reduce manufacturing time. At its plant, England, it used to take as long as three weeks to manufacture a vacuum pump and another week to process the paper work for an order. Therefore customers had to place orders in advance. “Today Leeds has switched to manufacturing cells that do every thing from lathing to assembly in quick sequence. The result is a break through in speed. Manufacturing a pump now takes six minutes.”
Companies Currently
using JIT
- Harley Davidson
- Toyota Motor Company
- General Motors
- Ford Motor Company
- Manufacturing Magic
- Hawthorne Management Consulting
- Strategy Manufacturing Inc.
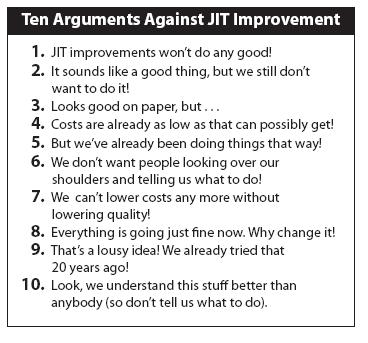
Ten Arguments against
the JIT Production Revolution
People naturally tend
to harbor a mild affinity toward one another. Co-workers tend to harbor a very
strong affinity with their system of “the way things are done,” which they have
built together over the years. As far as they are concerned, no system could be
better for them. They have no desire tochange it. After all, their routine is
leveled and is very easy tolive with. Even in the finest-looking factories,
life goes on inthe traditional, albeit obsolete, manner.
Improvement starts at
the factory:
“Hey Joey, could you
roll that set of machines over here?I want to link them up with this process.”
“Hey, no way. Why all
the hassle?”
“Haven’t you heard?
We’re dropping this lot production stuffand gearing up for one-piece flow.”
“Do you have any idea
what kind of quality problems these changes are going to create?”
“Come on, move it. I
want you to have this set-up for onepiece production before I come by again.”
“If you say so, but it
won’t work.”
The three common
excuses encountered at this point boil down to: “I don’t want to change
things,” “It’s too much trouble,”and, “I’m afraid I’ll get laid off.”
Aside from these
common excuses, I have been able to identify ten arguments against JIT that are
often encountered on the path of JIT improvement.
{kind=link}
Conclusion
Hence we can see that
to have a Total JIT manufacturing system, a company-wide
commitment, proper materials, quality, people and equipments must always be
made available when needed. In addition; the policies and procedures developed
for an internal JIT structure should also be extended into the
company’s supplier and customer base to establish the identification of
duplication of effort and performance feedback review to continuously reduced
wastage and improve quality. By integrating the production process; the
supplier, manufacturers and customers become an extension of the manufacturing
production process instead of independently isolated processes where in fact in
clear sense these three sets of manufacturing stages are inter-related and
dependent on one another. Once functioning as individual stages and operating
accordingly in isolated perspective; the suppliers, manufacturers and customers
can no longer choose to operate in ignorance. The rules of productivity
standards have changed to shape the economy and the markets today; every
company must be receptive to changes and be dynamically responsive to demand.
In general, it can be said that there is no such thing as a KEY in achieving
a JIT success; only a LADDER; where a series of continuous
steps of dedication in doing the job right every time is all it takes.

This blog is nice and very informative. I like this blog.
ReplyDeleteblog Please keep it up.